









-
- Sản phẩm khác
- Bàn ghế quán cafe
- Bếp nướng
- Chậu rửa
- Công cụ dụng cụ
- Dịch vụ mua hàng hộ
- Dịch vụ xuất nhập khẩu
- Dụng cụ thể thao
- Đèn chùm
- Đèn để bàn
- Đèn trong nhà
- Điện lạnh gia đình
- Đồ ăn ẩm thực tiêu dùng
- Đồ gia dụng
- Đồ khách sạn
- Đồ ngoại thất
- Đồ nội thất
- Đồ trang trí sân vườn
- Đồng hồ
- Két sắt
- Máy chà sàn
- Máy móc thiết bị
- Máy rửa bát
- Máy rửa tay
- Máy sấy tóc
- Máy tính Và Điện Thoại
- Mẹ Bé Đồ chơi
- Minibar – Tủ mát
- Nguyên vật liệu
- Phụ kiện nội ngoại thất
- Phương tiện vận chuyển
- Sức khỏe làm đẹp
- Thời trang Nam
- Thời trang Nữ
- Trang sức
- Tủ hâm nóng
- Tủ rượu
- Tủ sấy thực phẩm
- Vali Ví & Túi xách
- Vận chuyển hàng nội địa
- Văn phòng phẩm
- Vật liệu Xây dựng

xuất nhập khẩu theo yêu cầu
-
Bạn muốn nhập loại hàng nào từ Trung Quốc? (Ví dụ: nội thất, thời trang, điện tử, tiêu dùng…)
-
Mục tiêu nhập hàng của bạn là để bán lẻ, bán buôn hay sử dụng cho sản xuất riêng?
- Bạn muốn tự nhập qua nền tảng như Taobao, 1688, Alibaba… hay cần bên hỗ trợ trung gian?
- Bạn cần hàng sẵn mẫu, hay đặt theo thiết kế riêng (OEM/ODM)?
- Thời gian nhận hàng mong muốn là bao lâu? Bạn cần gấp hay có thể chờ?
- Bạn muốn giao hàng về đâu? (tỉnh/thành phố cụ thể)
🤝 Chúng tôi luôn sẵn sàng lắng nghe và đồng hành cùng bạn. Liên hệ ngay để được tư vấn tận tâm!
Sản phẩm tương tự
Máy công cụ CNC đường ray dẫn hướng đai mềm / Trung tâm gia công đai nhựa máy tiện tấm chịu mài mòn / Phay giàn nhựa đường sắt cứng CNC


国产贴塑厚度有:0.5mm,0.8mm,1mm,1.2mm,1.5mm,2mm,2.5mm,3mm,4mm,5mm,贴塑产品比较特殊,剪了就不做退换处理,购买前先确定好尺寸,考虑清楚再买,谢谢合作。
随着材料科学技术的发展,导轨软带在机床中的应用日益广泛。镶装软带的导轨摩擦系数小,自润滑性能、抗振性能好,可降低低速运动部件产生爬行的临界转速,且制作工艺简单,成本低廉。
在使用时,须遵循如下技术准则:
剪切软带时,为防止其变形,宜在平板上用切刀切开。长度可以比导轨长10mm左右宽度可以宽0-3mm(防止粘贴压重物不小心造成软带在导轨上少许移位)
粘贴前需要用丙酮把待贴金属表面清洗干净。
使用粘结剂时,其胶层厚度一般宜在0.08~0.13mm。
与导轨软带相匹配的金属表面粗糙度不能低于Ra=0.35μm,也不能高于Ra=0.5μm 。金属表面可以磨削加工,也可以粗砂纸打磨。
粘合后需均匀施加一定的接触压力,以使软带在导轨面上粘结更为牢固。
导轨软带粘贴工艺(适用于机床维修和产品上使用)
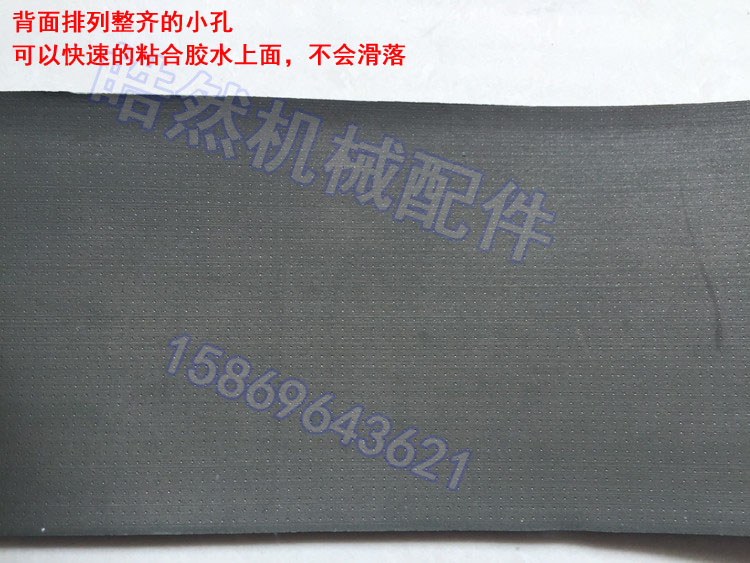
- 准备:粘接场地需清洁无尘,环境温度以10~40℃为宜,相对湿度<75%。第三代软带采用单面萘钠处理,深褐色一面为粘接面,蓝绿色一面为工作面。用剩的软带和专用胶需防潮、避光保存。为提高粘接强度,金属导轨粘接面表面粗糙度宜取Ra12.5~25μm(光洁度
3~
4);相配导轨应略宽于软带导轨,其表面粗糙度宜取Ra0.8~1.6μm(光洁度
7~
8)。
- 裁剪:软带裁剪尺寸可按金属导轨粘接面的实际尺寸适当放一些余量,宽度单边可放2~4mm,以防粘贴时滑移;长度单边可放20~60mm,便于粘贴时两端拉紧。
- 清洗:粘接前需对金属导轨粘接面除锈去油,可先用砂布、砂纸或钢丝刷清除锈斑杂质,然后再用丙酮擦洗干净、晾干;若旧机床油污严重,可先用NaOH碱液洗刷,然后再用丙酮擦洗;有条件的话,也可对金属导轨粘接面作喷沙处理。同时用丙酮擦洗软带的深褐色粘接面,晾干备用。
- 配胶:专用胶须随配随用,按A组份/B组份=1/1的重量比称量混合,搅拌均匀后即可涂胶(详见瓶贴说明)。
- 涂胶:可用“带齿刮板”或1mm厚的胶木片进行涂胶。专用胶可纵向涂布于金属导轨上,横向涂布于软带上,涂布应均匀,胶层不宜过薄或太厚,用胶量一般可控制在700g/m2左右,胶层厚度宜控制在0.08~0.12mm之间。
- 粘贴:软带刚粘贴在金属导轨上时需前后左右蠕动一下,使其全面接触;用手或器具从软带长度中心向两边挤压,以赶走气泡;对大中型机床,可用BOPP封箱带粘贴定位。
- 固化:固化在室温下进行,固化时间:24小时,固化压力:0.06~0.1MPa,加压必须均匀,可利用机床工作台自身的重量反转压在床身导轨上,必要时再加重物。产品上批量使用,也可定制压铁做配压件。为避免挤出的余胶粘住床身导轨,可预先在床身导轨面上铺一层油封纸或涂一层机油。
- 加工:固化后应先将工作台沿导轨方向推动一下,然后再抬起翻转,清除余胶,并沿着金属导轨粘接面方向切去软带的工艺余量并倒角。第三代软带具良好的刮削性能,可研磨、铣削或手工刮研至精度要求,机加工时必须泛流冷却液充分冷却,且进刀量要小;配刮则可按通常刮研工艺进行,接触面均匀达70%即可。软带开油孔、油槽方式与金属导轨相同,但建议油槽一般不要开透软带,油槽深度可为软带厚度的1/2~2/3,油槽离开软带边缘至少6mm以上。
| 主要技术指标:(GB10904-89) | ||
| 名称 | 参数 | 备注 |
| 磨损量 | 0.005mm/100km | P=1.2MPa v-10m/min |
| 摩擦系数 | 0.042 | F=25N,n=200r/min,30号油 |
| 受压变形率 | 0.09% | P=1.2MPa t=24h |
| PV极限值 | 0.65MPa m/s | V=1.0m/s,干摩 |
| 粘接剪切强度 | 10.4MPa | HG4-853-81 |
| 比重 | 2.9 | |
| 储存期 | 15年 | 避光保存,超期复测 |
 |
||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||